本文以自动化生产线上的零件为研究对象,利用机器视觉系统和颜色识别系统软件对零件图像进行实时采集和处理,对不同颜色的零件进行识别。

零件视觉系统的硬件包括:计算机、USB接口相机、试验台、光源(采用自然光)。本系统大致分为3部分:
零件图像的采集部分:完成图像的实时采集,并将图像数据保存于内存中等待处理(对应于图中的图像信息获取)。
图像分析处理部分:对所采集的图像进行分析处理,在此基础上提取图像的颜色特征信息(相应于图中的图像预处理过程)。
识别和决策部分:提取合适的颜色特征数值,确定的识别函数,输出图像的分类判断结果,实现对零件颜色的识别(相应于图中的颜色特征提取和分类判决部分)。
为了更好地根据颜色特征实时在线检测和识别生产线上的零件,本文先用示教模块将零件图像的颜色信息记录下来。
通常在同一背景下对工件进行判别,当摄像头定位好后,调用示教模块先记录下工件的颜色信息,然后在工作时调用颜色识别模块对工件进行判别,示教的目的是让程序记住工件的局部颜色信息以及工件的位置。在识别工件时,为了提高软件运行的效率,只对已经示教过的区域进行颜色求解。

示教是对工件进行识别的过程,由于需要把示教结果作为标准,所以在示教时一定要保证工件图像的标准性。具体步骤为:
(1)定位好摄像头对工件进行示教,并记录下所选工件区域的颜色信息
(2)接着对零件图像进行中值滤波、迭代二值化等预处理,依据示教区域对工件进行区域灰度值的计算。
(3)将(2)中灰度值与示教结果比较,在允许的误差范围内便可得出工件的类别。
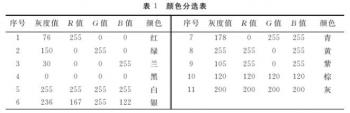
如果工件颜色数量较多时,那么就应该在数据库内建立一个颜色分选表,以便标识工件的种类,见表1及图3-4。将颜色分选表中的灰度值两两相减,取绝对值,选出最小值,将最小值除以2作为误差标准。在识别工件时和前面的示教方式是有区别的,它是按照预先设定的方式工作,也就是在图像预处理结束后将阈值作为分辨工件和背景的标准。识别的时候采取查表的方法,将获取的灰度值与表中的标准灰度值相减,并取绝对值。然后将绝对值与误差标准相比较,如果满足绝对值小于误差标准或绝对值等于误差标准,则这个零件的颜色就是该绝对值所对应的颜色。


颜色识别技术能够满足生产线上实时采集与识别的需求,在颜色信息的采集过程中不需要特别的背景光源;可以准确判别生产线上零件的颜色并能得到其在图像中的灰度值等物理参数;颜色识别的结果经过一定的计算后可以作为下位机的控制信号,为后续零件的筛选和分类做好准备。

a&s传媒是全球知名展览公司法兰克福展览集团旗下的专业媒体平台,自1994年品牌成立以来,一直专注于安全&自动化产业前沿产品、技术及市场趋势的专业媒体传播和品牌服务。从安全管理到产业数字化,a&s传媒拥有首屈一指的国际行业展览会资源以及丰富的媒体经验,提供媒体、活动、展会等整合营销服务。
 粤公网安备 44030402000264号
粤公网安备 44030402000264号